
Basics of How to Make Forms for Concrete Countertops
Sort By
- Date
- Title

Mold-Making Materials – It’s All in the Mold : Part 2
How to Remove Concrete From a Mold – It’s All in the Mold : Part 3

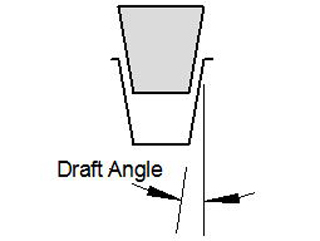
What is the Right Way to Build Forms for Concrete Countertops?

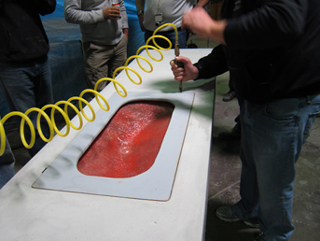
Making the Mold – Forming Concrete Countertops and Elements

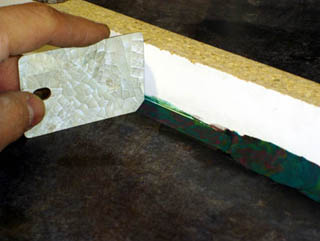
How To Caulk Concrete Countertop Molds or Forms

The Often Neglected Step Between Templating and Forming a Concrete Countertop
An Easy Way to Create Eased Edges on a Concrete Countertop
No results found.