
CSA Cements Valuable Ingredient in Concrete Countertop
Sort By
- Date
- Title
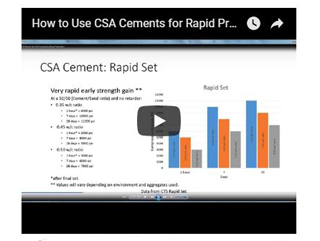
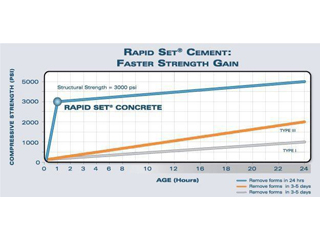
How to Use CSA Cement for Rapid Production
A Recommendation for 100% CSA Usage in Concrete Countertops
Know the Differences Between CSA Cements and CSA Additives in Concrete Countertops
Do Pozzolans & CSA Cements Work Together in Concrete Countertop Mixes?

Best Way to Use Set Retarders with CSA Cements in Concrete Countertop Mixes

CSA Cement vs Accelerators in Concrete Countertop Mixes
Various CSA Cement Brands, Manufacturers & Suppliers
What’s the Difference Between Type III Cement and CSA Cement?
No results found.